





CD630钨钢棒╭CD630钨钢棒╮广东省(金广),进口钨钢规格 无锡金广代理进口钨钢板材,钨钢价格,钨钢精磨棒、钨钢颗粒,钨钢性能,钨钢长条,钨钢牌号,钨钢精磨棒,钨钢块,钨钢厂家,钨钢代理,钨钢价格,钨钢型号,钨钢圆环等;进口高耐磨钨钢板,美国肯纳耐冲压冲击钨钢,日本住友高强度刀具钨钢长条,德国AFK60钨钢、AFK65钨钢、AFK65S德国钨钢圆棒、韩国EK20钨钢、EK50钨钢、瑞典钨钢、国产株洲钨钢、YL10.2钨钢、YL50钨钢批发、台湾春葆钨钢、日本富士硬质合金,日本贡力进口钨钢,日本东芝钨钢精磨棒,进口超微粒钨钢,无磁硬质合金,无磁钨钢;以订货,请咨询特殊规格可




钨钢产品简介:
精细复杂形状冲压CD-650钨钢,无粘性钢冲压,CD-650滚压模钨钢,成型模具钨钢CD-650钨钢的价格 耐磨钨钢,
美国肯纳钨钢,冲压模具钨钢,进口钨钢的性能用途 CD-650钨钢,CD-KR466拉伸膜钨钢
美国肯纳钨钢CD-650:
EDM=电加工优化处理:去除异常的内应力,保障电加工品质
HIP=热等静压处理:改善机械性能,提高抗压强度,提高光学抛光
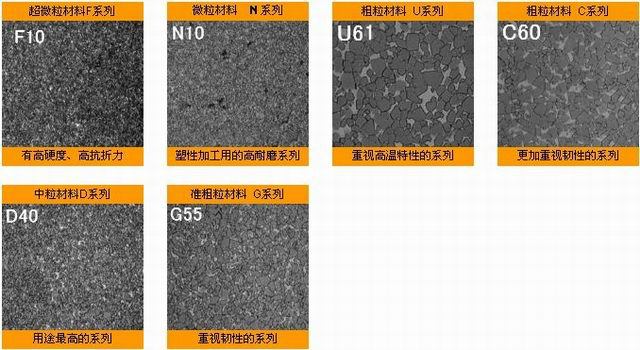
KENNA metaL肯纳金属CD650的平均颗粒度=0.8um,为亚微米钨钢。
CD-EDM650 HIP的主要特性:
1. 高耐磨
2. 轻耐震
3. 低度冲击
4. 刀口锋利
CD-EDM650 HIP的主要应用:
1.各类薄片/剃须片/引线框架/电子/弹簧片/钢片等冲压模具。
2.晶片封装模具镶件/导套/导柱/推杆 拉深/成型模具。
3.滚压轮/硬质合金印膜,适合精细复杂形状冲压,不适合不锈钢钢厚板/硬片冲压。
CD-KR466硬质合金震耐冲厚片克星(CD337改良)
CD-KR466的简介:
EDM=电加工优化处理:去除异常的内应力,保障电加工品质HIP=热等静压处理:改善机械性能,金广提高抗压强度,提高光学抛光KENNA metaL肯纳金属CD-KR466的平均颗粒度=4 um,为中粗颗粒钨钢。特别适合厚片,不锈钢,铝片或者有粘性的钢材冲压工作。
CD-KR466的主要特性:1.高强度2.高耐震冲击3.中耐磨4.优良韧性
CD-KR466的主要应用:1.各类中厚片冲压,拉深,成型,印压,锻压的模具。2.马达片/EI硅钢片冲压,拉深罐头模具,冲击冲头,冷成型。3.厚冷扎板拉深模具,不锈钢精密冲头,冷挤压,反挤压凸模具
CD-KR系列硬质合金钢在粗切和精加工中没有裂纹.
在电加工中具有耐电腐蚀和化学侵蚀的能力
具有比较标准硬质合金钢强100倍的抗腐蚀能力
通过减少抛光切割面次数,提高电火花加工的生产效率
提供出众的后电加工机械性能




金广介绍指导:
技术指导:(车削加工的问题及对策)
问题:后刀面摩损
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量极低
对策:选择耐磨性高的材质·增大前刀角·降低切削速度·增加进给量
问题:月牙洼磨损
原因:刀具材质的耐月牙洼磨损性不足·前刀角过小·切削速度过高·进给量和切深过大
对策:选择耐月牙洼磨损性高的材质·选择平滑性高的涂层·增大前刀角·选择正确的刀片断屑槽·降低切削速度·减小进给量和切深
问题:刀尖损伤
原因:切刃小崩口·刀具材质的韧性不足·切屑粘附导致切刃脱落·切刃强度不足·进给量和切深过大
对策:选择韧性高的材质·选择不易粘着的材质涂层/金属陶瓷材质·增大切刃的倒圆量·减小前刀角·减小进给量和切深
问题:切刃崩损
原因:刀具材质的韧性不足·切刃强度不足·刀杆强度不足·进给量和切深过大
对策:选择韧性高的材质·选用切刃强度高的刀片断屑槽·选择大横切刃角的刀杆·选择刀柄尺寸大的刀杆·减小进给量和切深
问题:积屑瘤的附着
原因:选定的材质不合适·切刃锋利性差·切削速度过低·进给量过低
对策:选择与被削材料亲和性低的材质涂层/金属陶瓷材质·选择平滑性高的涂层·增大前刀角·减小倒圆·提高切削速度·增加进给量
问题:塑性变形
原因:刀具材质的耐热性不足·前刀角过小·切削速度过高·进给量和切深过大·切削油不够
对策:选择耐热性高的材质·增大前刀角·降低切削速度·减小进给量和切深·适合的切削油量
问题:境界损伤
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量过高·切深不变
对策:选择耐磨性高的材质·选择平滑性高的涂层·增大前刀角·降低切削速度·降低进给量·改变使切深变动的边界位置
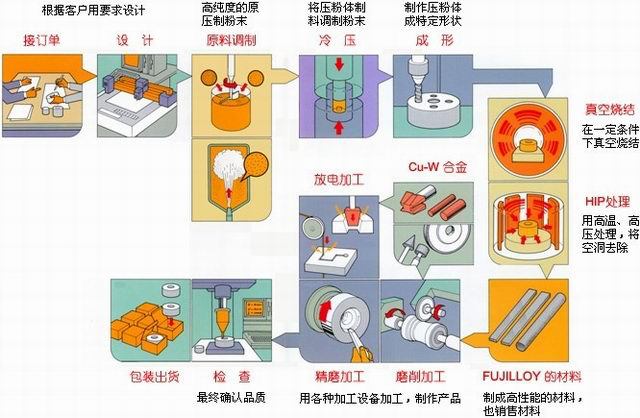
金广订购流程文字说明:
1、客户先与金广销售取得联系
2、确定好材料牌号及规格尺寸
3、金广金属材料公司拟定合同
4、双方签字盖章订单生效
5、客户汇定金至我公司账户
6、安排货物加工
7、将加工好的图片发送到客户邮箱
8、客户付清余款,客服部发货
9、快递/物流等送货查询








